





产品详情
图片集锦
视频集锦
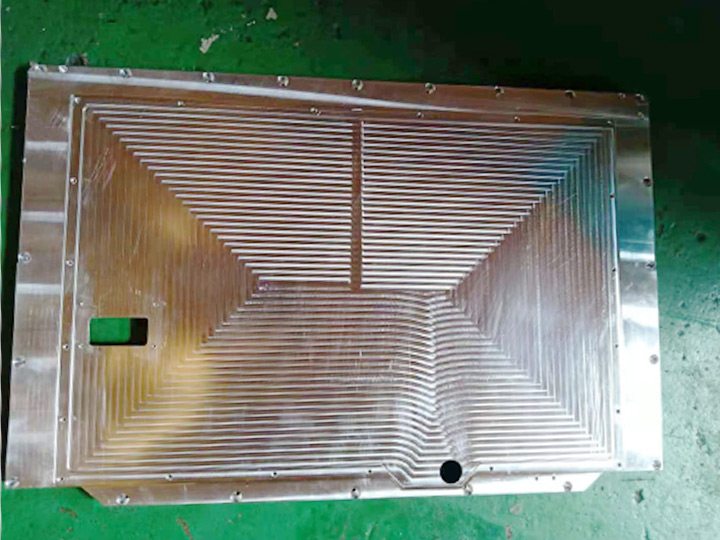
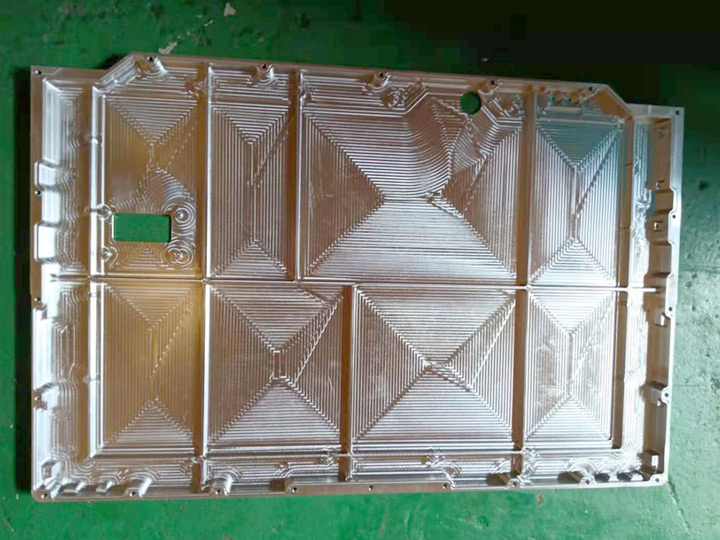
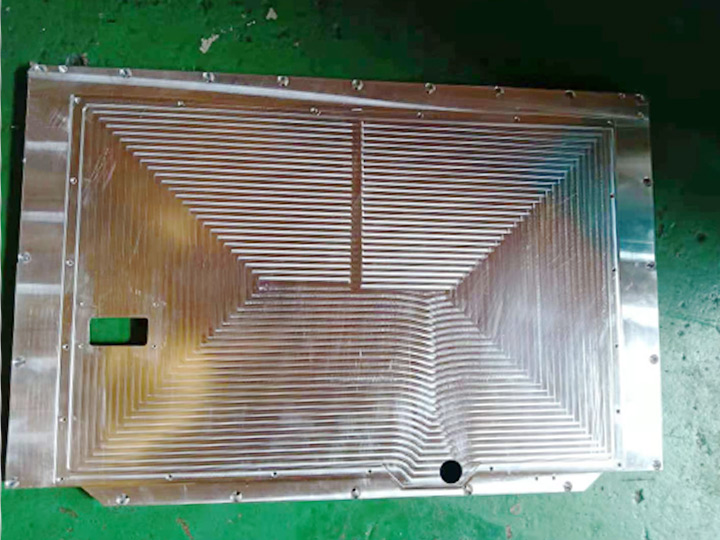
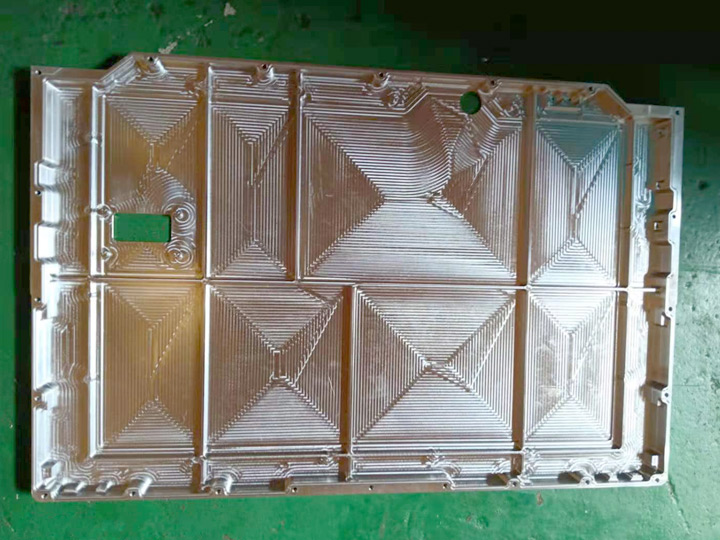
薄壁件是指壁厚与外形尺寸比值极小的零件(如航空蒙皮、发动机叶片),其刚性差、易变形,是数控加工的典型难题。
工艺挑战:切削力、残余应力、切削热极易引发颤振和变形,导致尺寸超差;材料去除率高达90%以上,应力释放路径复杂。
关键技术
装夹:采用真空吸盘、石蜡/低熔点合金填充或柔性夹具,实现均匀支撑。
刀具路径:采用螺旋或摆线铣、对称螺旋铣削,分散切削力;应用“大切深、小步距”策略,让径向力指向腹板方向。
加工策略:高速切削(HSM)配合小切深、大进给,降低单齿负载;采用“分层-对称”去应力工序,如粗加工后自然时效。
补偿:在线测量与自适应刀路补偿,或通过镜像铣削技术(双面同步加工)平衡应力。



暂无相关的视频...
暂无相关的案例...
上一条:铝件固定架
下一条:没有了
相关文章
- 2026-07-10 > cnc加工影响高精度与一致性的关键因素
- 2026-06-05 > 常州机械加工工艺设计要点
- 2026-05-13 > 数控精雕加工材料变形控制
- 2026-04-17 > cnc加工初期调试复杂
- 2026-03-24 > 常州机械加工表面质量
- 2026-02-27 > 数控精雕加工材料变形控制有哪些难点
- 2026-01-29 > cnc加工初期调试复杂的原因是什么
- 2026-01-14 > 常州机械加工工艺设计的注意事项
- 2025-12-19 > 如何提高数控精雕加工的材料变形控制水平
- 2025-12-10 > 常州cnc加工调试过程中如何把控质量
相关产品
-
 薄壁件
薄壁件 -
 铝件固定架
铝件固定架 -
 桨叶铝件
桨叶铝件 -
 桨叶机械零部件
桨叶机械零部件 -
 铝电机壳
铝电机壳 -
 铝电机配件
铝电机配件 -
 铝螺钉铆钉
铝螺钉铆钉 -
 铝制机械装置
铝制机械装置